想要知道平顶山鲁山 精轧无缝钢管生产定做产品如何?看视频就知道!看视频,选产品更明智!
以下是:平顶山鲁山 精轧无缝钢管生产定做的图文介绍


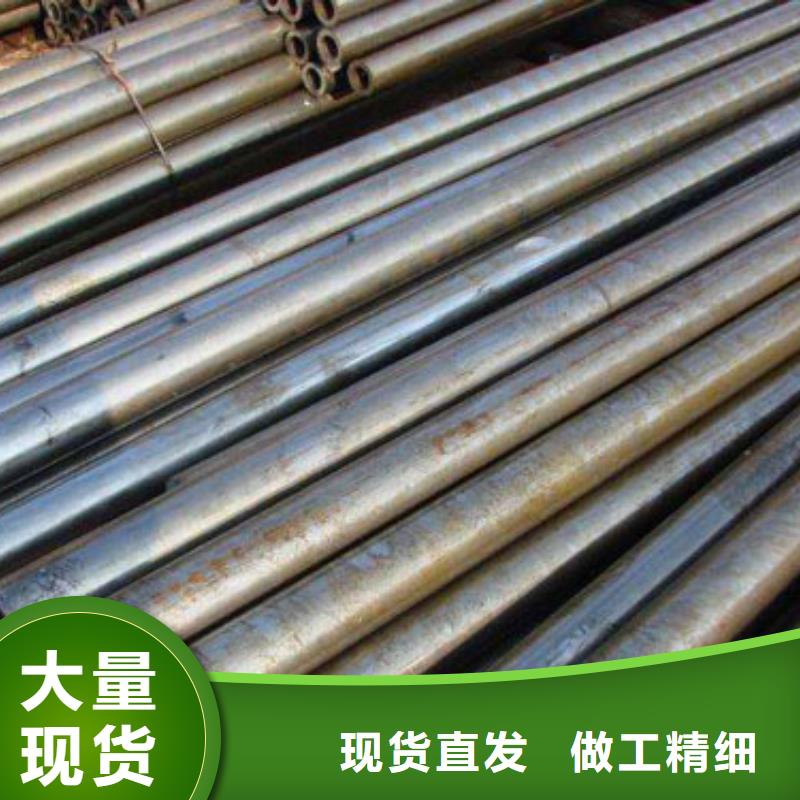
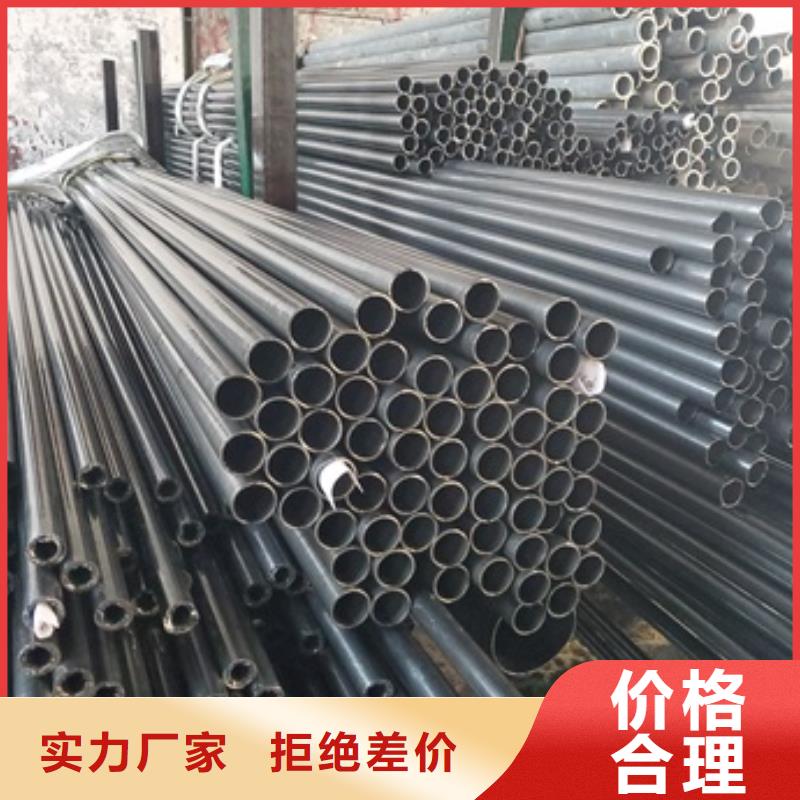
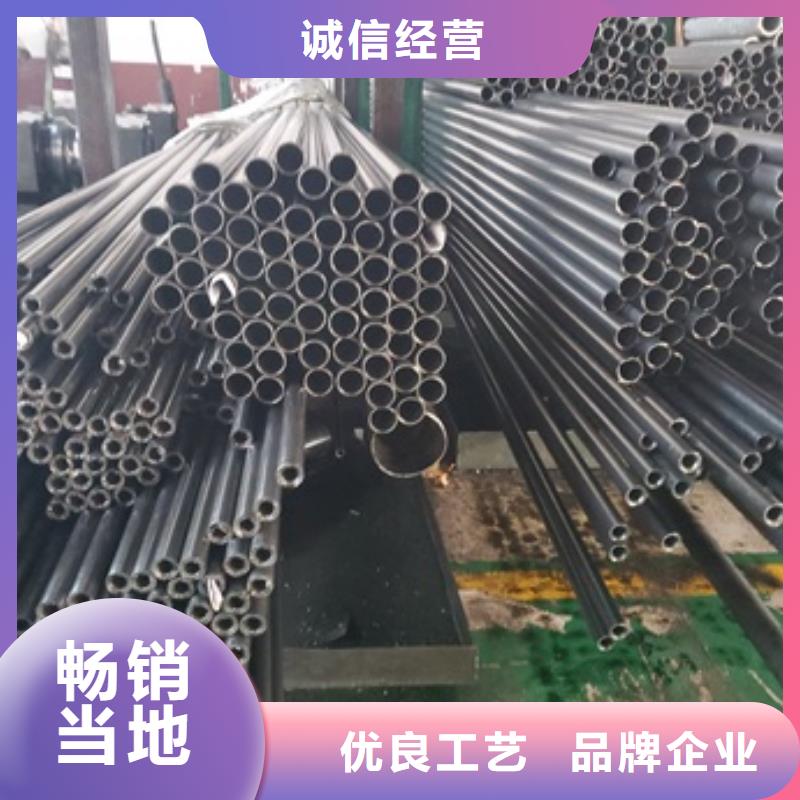
鲁山精密管的原料是鲁山精密管坯,鲁山精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.鲁山精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,鲁山精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 鲁山精密管分热轧和冷轧(拨)鲁山精密管两类。



精密无缝管具备空心横截面,很多作为运输液体的管路,如运输原油、燃气、液化气、水及一些 固态原材料的管路等。无缝钢管与园钢等实芯不锈钢板材对比,在抗弯强度抗扭抗压强度同样时, 净重比较轻,是一种经济发展横截面不锈钢板材。那么精密无缝管的加工方式有哪些呢?下边我给 大伙儿详细介绍下。 1、热扎法 鲁山精密管一般在全自动轧管机组下加工制造。实芯管料经查验并防止表层缺点,裁成所需长 短,在管料破孔端端表面放心,随后送到热处理炉加温,在切割机上破孔。在破孔与此同时持续转 动和前行,在热轧带钢和顶边的功效下,管料內部慢慢产生内腔,称毛管。再送至全自动轧管机上 再次冷轧。经均整个机械均整壁厚,经定径机定径,做到规格型号规定。运用回转式轧管机组加工 制造热扎精密无缝管是较优秀的方式。 2、冷轧、冷拉或是二者协同 若欲得到规格更小和品质更强的无缝钢管,应选用冷轧、冷拉或是二者协同的方式。冷轧一般 在二辊式挤压机上开展,无缝钢管在变横断面圆洞槽和没动的锥型顶边所构成的环状板孔中冷轧。 冷拉一般 在0。5~100T的多肽链式或双链条式冷拔机上开展。 3、挤压成型法 将要加温好的管料放到密闭式的挤压成型圆桶内,破孔棒与挤压成型杆一起健身运动,使挤压 成型件从较小的模孔中挤压。此方法可加工制造直徑较小的无缝钢管。



始终秉承 鲁山精密无缝钢管、品质、优质、良好服务之经营理念,积累5年 鲁山精密无缝钢管、的产品生产营销经验,真正拥有 鲁山精密无缝钢管、核心技术。始终致力于 鲁山精密无缝钢管、产品服务的提供、研发。力求让客户对我们的 鲁山精密无缝钢管、产品服务永远满意,真正使合作过程轻松、愉悦、互利共赢。


鲁山精密管生产中几个关键技术问题 1.对原材料材质的质量要求:鲁山精密钢管的原材料,除必须达到 普通高频电焊钢管原材料的基本要求外,还须满足一下几方的要求 1.化学成分:冶炼时,重点是 提高钢的纯净度,减少钢中的非金属夹杂物的含量,硫和磷含量要小于0.03%,为了适应后步冷变 形加工,硫含量 不要超过0.02%,因此要严格控制钢的化学成分,同时为保证产品具有良好的 力学性能,冷弯,焊接等工艺性能,还需适当增加一些N、M、V等元素。 2.钢带形状和尺寸:钢 带轧制时,应采用AGC和板形控制系统,提高钢带厚度精度和版型精度。同时还要采用控制冷却方 法,提高钢带的强韧性,纵剪钢带宽度尺寸精度要求控制,钢带边缘要无压痕和毛刺,以提高焊接 质量。3.钢带表面的锈蚀:钢带表面的黄锈为氧化铁的结晶水,在焊接过程中,高温会使其中的氧 氢折出,如不能排出,存在于焊缝之中,易产生气孔微裂纹,改变组织结构,降低材料塑形,降低 延伸率,所以要避免钢带表面锈蚀。 焊管成形工艺:焊管成形工艺,即焊管机组成型及定径部分 孔型设计和调整方法均会直接影响焊接质量的优劣。传统的成型工艺为辊式成型工艺,有单半径、 双半径;W反弯法成形孔型体系,加上二辊、三辊、四辊或五辊挤压辊,二辊或四辊定径来保证成 形质量。各种成型工艺技术,有不同优缺点,适合不同的条件,根据产品的大纲、产品用途应在设 备选型时慎重考虑、以选择不同的成型工艺技术。为了减少弹性变形,对于精密焊管机组加工变形 道次都比普通焊管道次响应增加2、3道次。



鲁山精密管或冷轧鲁山精密管(GB3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。高精度鲁山精密管是一种新型高技术节能产品。,高精度鲁山精密管的推广应用对节约钢材,提高加工工效,节约能源所谓高精度冷拔管是指内、外径尺寸精度(公差范围)严格,内外表面光洁度、圆度、直度良好,壁厚均匀的精该技术所生产的高精度冷拔管的主要技术指标已达到或部分超过 标准GB8713--88和国际标准ISO4394/I-1980(E) 的要求。详见下表: 主要技术指标与标准对照表项目实际达到GB8713-88 ISO4394/I 内径尺寸公差H8 H9 H10 H8 H9 H10 H8 H9 H10 直线度0.3/1000 A: 0.3/1000 A: 0.5/1000 B: 1/1000 B: 1/1000 C: 1.5/1000 C: 1.5/1000 壁厚%10±壁厚%10±壁厚%5±壁厚偏差圆度0.04 无规定。




 扫一扫
扫一扫